1. Que signifie la norme DIN 7340 ?
La norme DIN 7340 est une norme industrielle allemande qui définit les dimensions, tolérances et matériaux des rivets tubulaires (creux). Elle garantit la fiabilité, la qualité et la compatibilité dans les applications industrielles.
2. Quels matériaux utilisez-vous pour les rivets ?
Nous utilisons du laiton, du cuivre, de l’aluminium, de l’acier et de l’acier inoxydable. Sur demande, nous proposons également des traitements de surface tels que le zingage, l’étamage, le nickelage, etc.
3. Proposez-vous également des produits sur mesure ?
Oui, nous fabriquons des rivets tubulaires en dimensions non standard, sur la base des plans ou échantillons fournis par le client.
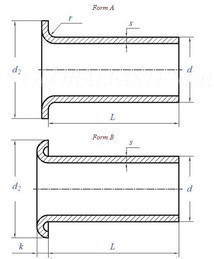
4. Quelles sont les dimensions typiques des rivets ?
Diamètre extérieur : 1–15 mm
Épaisseur de paroi : 0,15–1 mm
Longueur : jusqu’à 200 mm
5. Dans quels secteurs les rivets tubulaires sont-ils le plus utilisés ?
Les rivets tubulaires sont utilisés principalement dans les secteurs :
automobile,
électrotechnique,
ameublement,
textile,
emballage.